目前市面上流行的电子烟小烟,由于金属质感以及加工成本的优势,金属外壳占据大部分市场。目前金属涉及的加工工艺有铝挤拉伸、锌合金压铸、冷锻、切削、粉末注射等。据了解有助于一体化形式,加工硬化耐磨性强,纤维流线的完整性等优势的冷锻工艺被电子烟厂家所青睐,未来或许有更多的电子烟采用这种工艺。

图 各种形式的电子烟外观集锦 来自网络
前几天小编整理了一篇关于冷锻的工艺简介应用:外观件是兵家必争之地,冷锻工艺在电子烟中应用介绍,今天就来了解下冷锻加工过程需要注意的关键因素。
一、冷锻加工过程
冷锻是金属在室温下进行锻压加工成形的工艺方法。冷锻包括镦锻、模锻和挤压等变形形式,属冷态体积成型。
主要工艺流程
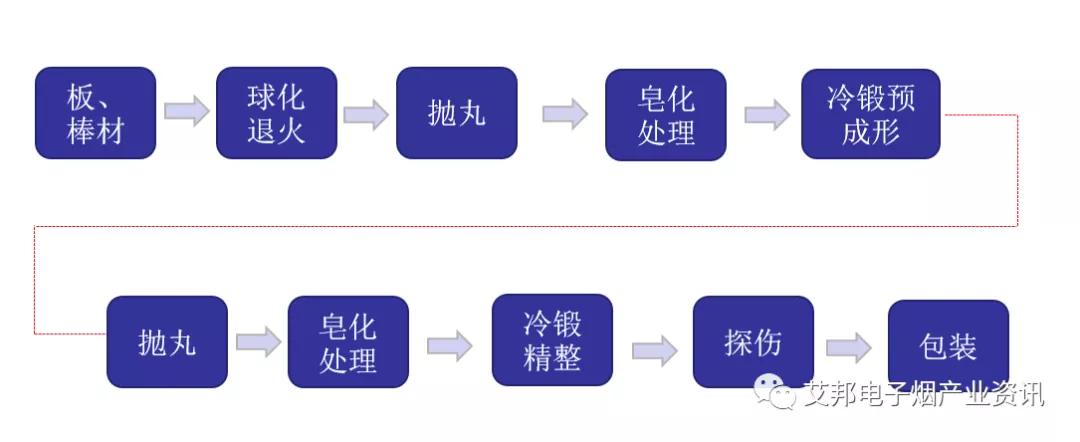
二、冷锻的优势
如下图是切削和冷锻加工的对比图例

冷锻中加工硬化最突出的一个结果就是金属的强度、硬度和耐磨性都会有大幅度的提高。据了解,Apple Watch 黄金版就是采用这一工艺打造。
图 Apple Watch 黄金版 来自网络
在生产中,冷锻与切削、热锻、粉末冶金及铸造相比,具有以下优点:
1) 材料消耗少,利用率高
3) 生产效率高,
3) 冷锻零件强度性能好
4) 工件精度高,是一种精密成形技术。
5) 冷锻技术不断开拓,加工方法在提高,也在向一些难度系数较高的产品开发。
三、冷锻加工要素分析
如何将冷锻工艺发挥到最佳呢?冷锻加工是由材料,模具和设备三要素构成。由于受限于工艺要求,冷锻对模具设计制造、设备压力要求等有更高的要求。
1.材料
- 原材料的化学成份及机械性能应符合相关标准
- 原材料必须进行球化退火处理,其材料金相组织为球状珠光体4-6级
- 为了尽可能减少材料的开裂倾向,一般要求原材料的硬度在HB110~170(HRB63-88)
- 表面质量要求有润滑薄膜呈无光泽的暗色,表面不得有划痕、折叠、裂纹、拉毛、锈蚀、氧化皮及凹坑麻点等缺陷。
- 为保证冷成形时的切断质量,要求具有表面较硬,而心部较软。
- 要求材料对冷作硬化的敏感性,减少变形抗力
- 冷锻原材料一般为圆材或线材。
冷锻可加工的材料范围可分为铁(Fe)、铜(Cu)、铝(Al)、不锈钢(SUS),铁(Fe)。根据含碳(C)量不同,可以分工业纯铁、低碳钢、中碳钢、高碳钢。(注明:高碳钢含C量比较高,不易冷锻加工,如果需要用高碳钢时必需硬化退理后方可加工)。
3.模具
模具是冷锻的三要素之一,产品成形跟模具的型腔形状、精度以及模具材料密切相关。
图 模具类型 来自 冲压行业联盟
3.设备
冷锻机台的使用是根据产品的形状来决定的,不同的产品要用不同机台来完成加工工艺。机台型号大概分为以下几种(一模一冲、一模二冲、二模二冲、二模三冲、二模四冲、三模三冲、三模五冲、四模四冲、五模五冲、六模六冲),而且每一家机器厂商所制造出来的机器都会不一样,同时精密度也有很大的差异。
单模机
一模一冲、一模二冲一般简称为单模机,主要是用来加工简单的产品,其优点是速度快,调整比较简单,而且加工成本低,缺点是加工不了精密要求很高的产品和形状复杂的产品。
多工位冷锻机
二模二冲、二模三冲、二模四冲、三模五冲、四模四冲、五模五冲、六模六冲一般称为多工位冷锻机,主要是用来加工比较精密的产品。
冷锻工艺最主要的技术问题是金属在冷态下强度高,变形过程中有强化作用,变形抗力要比高温时大几倍到几十倍,塑性差容易开裂。持续不断的工艺创新推动了冷挤压技术的发展,在冷锻成形工艺领域,通过建模和合适的边界条件确定,可以很直观地得到金属流动过程的应力、应变、模具受力、模具失效情况及锻件可能出现的缺陷情况。这些重要信息获得对合理的模具结构,模具的选材、热处理及成形工艺方案的最终确定有着重要指导意义。从原材料、坯料前处理、冷锻变形工艺、模具和设备等方面采取有效的措施,或将克服加工过程中的难点。